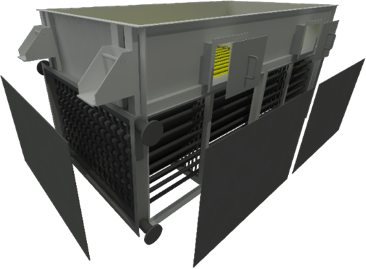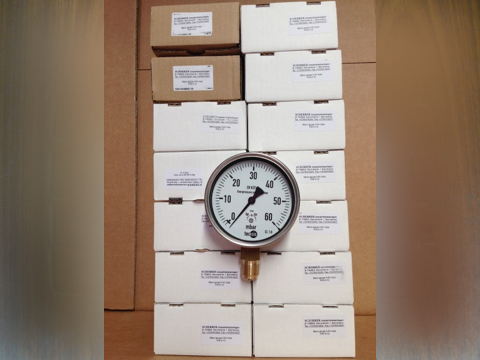












 DESULFURIZING UNIT
DESULFURIZING UNIT
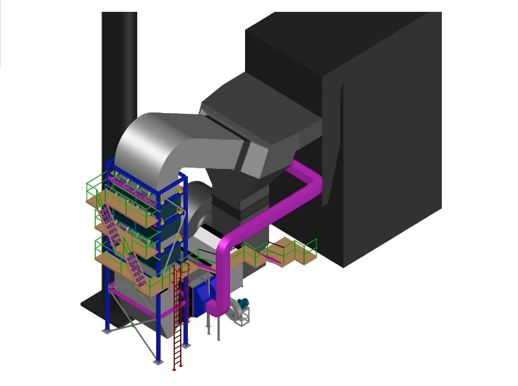
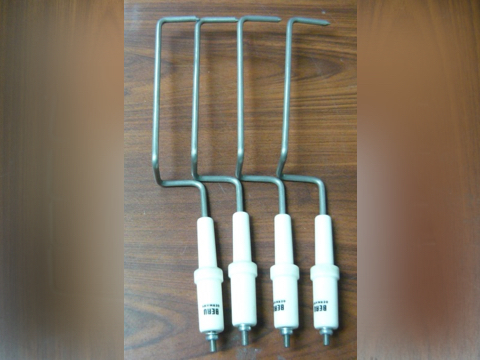
 FLARE SYSTEM
FLARE SYSTEM
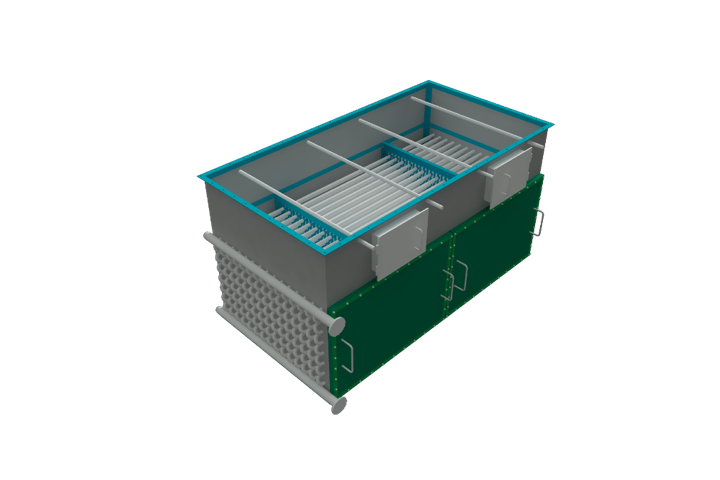
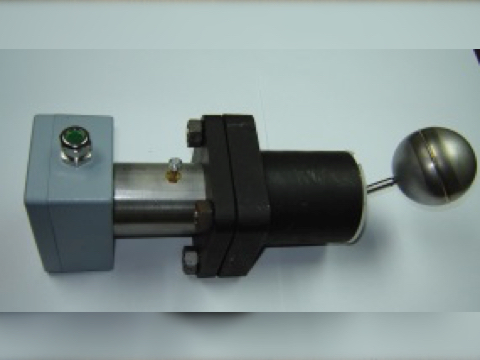
 KNOCK OUT DRUM
KNOCK OUT DRUM
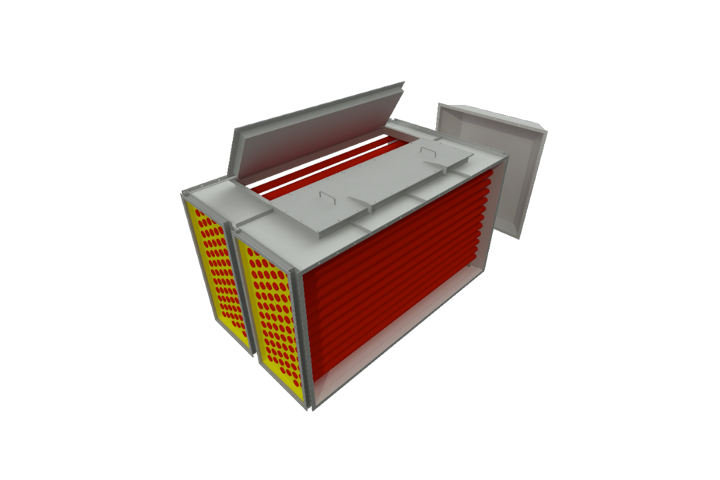
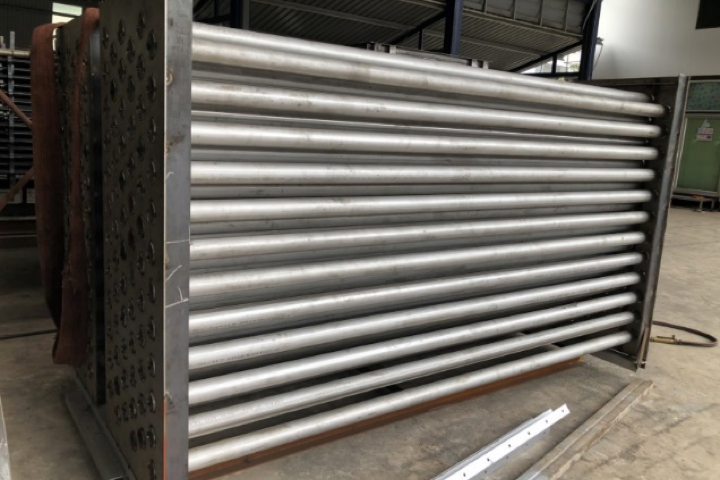
 BIOGAS COOLER
BIOGAS COOLER